Axle အတွက် Center Drive Lathe

မော်တော်ကား axle နည်းပညာ ခွဲခြမ်းစိတ်ဖြာခြင်း။

မော်တော်ကား axle
အောက်ခံ (ဘောင်) ၏ နှစ်ဖက်စလုံးတွင် ဘီးများပါသော axles များကို မော်တော်ကား axles များဟု ခေါ်ဆိုကြပြီး မောင်းနှင်နိုင်မှုရှိသည့် axles များကို ယေဘူယျအားဖြင့် axles ဟုခေါ်သည်။ ၎င်းတို့နှစ်ခုကြားတွင် အဓိကကွာခြားချက်မှာ axle (axle) ၏အလယ်တွင် drive တစ်ခုရှိမရှိဖြစ်သည်။ ဤစာတမ်းတွင်၊ ဒရိုက်ယူနစ်ပါရှိသော မော်တော်ကား axle ကို automobile axle ဟုခေါ်ပြီး ကွဲပြားမှုကိုပြသရန် automobile axle ဟုခေါ်သည်။
ထောက်ပံ့ပို့ဆောင်ရေးနှင့် သယ်ယူပို့ဆောင်ရေး ၀ယ်လိုအား တိုးလာခြင်းကြောင့် မော်တော်ကား axles များ အထူးသဖြင့် နောက်တွဲယာဉ်များနှင့် တစ်ပိုင်းတွဲတွဲများ၏ သာလွန်ကောင်းမွန်မှုသည် ပရော်ဖက်ရှင်နယ် သယ်ယူပို့ဆောင်ရေးနှင့် အထူးလုပ်ငန်းဆောင်တာများတွင် ပိုမိုသိသာထင်ရှားလာပြီး စျေးကွက်ဝယ်လိုအားသည် သိသိသာသာ တိုးလာပါသည်။
ဤနည်းပညာဖြင့် axle ၏ machining process ကို ခွဲခြမ်းစိတ်ဖြာခြင်းဖြင့် သုံးစွဲသူများ ပိုမိုသင့်လျော်သော CNC စက်ကို ရွေးချယ်ရန် ကူညီပေးမည်ဟု မျှော်လင့်ပါသည်။


မော်တော်ကား axle အမျိုးအစား ခွဲခြားခြင်း-
axles အမျိုးအစားများသည် ဘရိတ်အမျိုးအစားအလိုက် ကွဲပြားကြပြီး- disc brake axles၊ drum brake axles စသည်တို့ဖြင့် ခွဲခြားထားသည်။
ရိုးတံအချင်းဖွဲ့စည်းပုံ၏ အရွယ်အစားအရ၊ ၎င်းကို အမေရိကန် axle၊ German axle ဟူ၍ ပိုင်းခြားထားသည်။ စသည်တို့
ပုံသဏ္ဍာန်နှင့်ဖွဲ့စည်းပုံအရ၊ ၎င်းကိုခွဲခြားထားသည်။
တစ်ခုလုံး- အစိုင်အခဲစတုရန်းပြွန် axle၊ ဆွန်းစတုရန်းပြွန် axle၊ ဆွန်းပတ်ပတ်လည် axle;
ပိုင်းခြားကိုယ်ထည်- ရှပ်ခေါင်း + အခေါင်းပေါက် ရှပ်ပြွန် ဂဟေဆက်ခြင်း။
axle ၏ စီမံဆောင်ရွက်သည့် အကြောင်းအရာမှ အစိုင်အခဲနှင့် အခေါင်းပေါက် axles များသည် processing equipment ရွေးချယ်ခြင်းနှင့် ဆက်စပ်နေပါသည်။
အောက်ဖော်ပြပါတို့သည် axle တစ်ခုလုံး၏ ထုတ်လုပ်မှုလုပ်ငန်းစဉ် (အစိုင်အခဲနှင့် အခေါင်းပေါက်၊ စတုရန်းပြွန်နှင့် အဝိုင်းပြွန်) နှင့် ခွဲ၍ axle (အစိုင်အခဲနှင့် ဆွန်းရိုးခေါင်း + အခေါင်းပေါက် ရှပ်ပြွန်ဂဟေဆော်ခြင်း)၊ အထူးသဖြင့် စက်ယန္တရားလုပ်ငန်း၊ ပိုမိုသင့်လျော်သောစက်ကို ရွေးချယ်၍ ပိုမိုကောင်းမွန်အောင် ခွဲခြမ်းစိတ်ဖြာပါသည်။
မော်တော်ကား axles အတွက် ထုတ်လုပ်မှု လုပ်ငန်းစဉ်နှင့် စက်
1. အလုံးစုံ axle ၏ ရိုးရာထုတ်လုပ်မှု လုပ်ငန်းစဉ်-

အထက်ပါ axle ထုတ်လုပ်မှုလုပ်ငန်းစဉ်မှ စက်ပစ္စည်းကို အပြီးသတ်ရန်အတွက် အနည်းဆုံး စက်ကိရိယာသုံးမျိုး လိုအပ်သည်- ကြိတ်စက် သို့မဟုတ် တစ်ဖက်နှစ်ဘက် ငြီးငွေ့သောစက်၊ CNC စက်၊ တူးဖော်ခြင်းနှင့် ကြိတ်စက်နှင့် CNC စက်ကို လှည့်ပတ်ရန် လိုအပ်သည် (အချို့သောဖောက်သည်များရှိသည်။ နှစ်ထပ်ခေါင်း CNC စက်ကိုရွေးချယ်ခဲ့သည်) ။ thread processing နှင့် ပတ်သတ်၍ shaft diameter သည် quenched ဖြစ်ပါက quenching ပြီးနောက် processed; မီးငြိမ်းခြင်းမရှိပါက၊ ၎င်းကို OP2 နှင့် OP3 တွင်လုပ်ဆောင်ပြီး OP4 နှင့် OP5 အတွဲလိုက်စက်ကိရိယာများကို ချန်လှပ်ထားသည်။

ထုတ်လုပ်မှုလုပ်ငန်းစဥ်အသစ်မှ၊ ကြိတ်စက် (အစိုင်အခဲ axle) သို့မဟုတ် နှစ်ဘက်ခြမ်း ငြီးငွေ့သောစက် (အခေါင်းပေါက် axle) နှင့် CNC စက်၊ သမားရိုးကျ OP1 ကြိတ်ခြင်း၊ OP2၊ OP3 အလှည့်အပြောင်းအစီအစဥ်နှင့် OP5 တူးဖော်ခြင်းနှင့် ကြိတ်ခြင်းတို့ကိုပင် အစားထိုးနိုင်ပါသည်။ နှစ်ချက်အဆုံး CNC စက်ဖြင့် OP1 ။
ရိုးတံအချင်းကို ငြှိမ်းသတ်ရန်မလိုအပ်သည့် အစိုင်အခဲ axles များအတွက်၊ ကြိတ်ခွဲခြင်း သော့အချောင်းများနှင့် တူးဖော်ခြင်း အစွန်းအထင်းအပေါက်များ အပါအဝင် စက်ပိုင်းဆိုင်ရာ အကြောင်းအရာအားလုံးကို တပ်ဆင်မှုတစ်ခုတည်းတွင် အပြီးသတ်နိုင်ပါသည်။ shaft အချင်းကို quenching မလိုအပ်သော အခေါင်းပေါက် axles များအတွက်၊ အလိုအလျောက် ပြောင်းလဲခြင်း clamping standard ကို machine tool တွင် သိရှိနိုင်ပြီး၊ machining content ကို machine tool တစ်ခုတည်းဖြင့် ပြီးမြောက်နိုင်ပါသည်။
axles များကို စက်လည်ပတ်ရာတွင် သိသာထင်ရှားစွာ တိုတောင်းစေမည့် အင်ဂျင်နှစ်ထပ် axle အထူး CNC စက်များကို ရွေးချယ်ပြီး ရွေးချယ်ထားသော စက်ကိရိယာများ၏ အမျိုးအစားနှင့် အရေအတွက်ကိုလည်း လျှော့ချမည်ဖြစ်သည်။
3. Split axle ထုတ်လုပ်မှု လုပ်ငန်းစဉ်-

အထက်ဖော်ပြပါ လုပ်ငန်းစဉ်များမှ ဂဟေမဆက်မီ axle tube ၏ စီမံဆောင်ရွက်သည့် ကိရိယာကို double-end CNC ပေါင်းစက်အဖြစ် ရွေးချယ်နိုင်သည်။ ဂဟေဆော်ပြီးနောက် axle ၏လုပ်ဆောင်မှုအတွက်၊ double-end axles အတွက် အထူး CNC စက်သည် ပထမရွေးချယ်မှုဖြစ်သင့်သည်- အစွန်းနှစ်ဖက်စလုံးတွင် တပြိုင်နက်တည်းလုပ်ဆောင်ခြင်း၊ မြင့်မားသောလုပ်ဆောင်မှုထိရောက်မှုနှင့် စက်ပိုင်းဆိုင်ရာတိကျမှုကောင်းမွန်ခြင်း။ axle ၏အစွန်းနှစ်ဖက်ရှိ keyway နှင့် radial hole ကို machined လုပ်ရန်လိုအပ်ပါက၊ နောက်ဆက်တွဲသော့လမ်းကြောင်းနှင့် radial hole တို့ကို အတူတကွလုပ်ဆောင်ရန်အတွက် စက်ကို power tool ကိုင်ဆောင်ထားသော power tool ကိုလည်း တပ်ဆင်နိုင်ပါသည်။
4. လုပ်ငန်းစဉ်ရွေးချယ်ရေးစက်အသစ်၏အားသာချက်နှင့်အင်္ဂါရပ်များ:
1) လုပ်ငန်းစဉ်၏အာရုံစူးစိုက်မှု, workpiece clamping ၏အချိန်များကိုလျှော့ချ, auxiliary processing အချိန်ကိုလျှော့ချ, နှစ်ဖက်စလုံးတွင်တစ်ပြိုင်နက်တည်းလုပ်ဆောင်ခြင်းနည်းပညာကိုအသုံးပြုခြင်းအားဖြင့်, ထုတ်လုပ်မှုထိရောက်မှုသိသိသာသာတိုးတက်လာသည်။
2) အစွန်းနှစ်ဖက်စလုံးတွင် တစ်ကြိမ်တည်းညှပ်ခြင်း၊ တစ်ပြိုင်နက်တည်းလုပ်ဆောင်ခြင်းသည် axle ၏ machining တိကျမှုနှင့် coaxiality ကို တိုးတက်စေသည်။
3) ထုတ်လုပ်မှုလုပ်ငန်းစဉ်ကို တိုတိုတုတ်တုတ်ဖြစ်စေရန်၊ ထုတ်လုပ်သည့်နေရာရှိ အစိတ်အပိုင်းများ၏ လည်ပတ်မှုကို လျှော့ချရန်၊ ဆိုက်၏အသုံးပြုမှု၏ စွမ်းဆောင်ရည်ကို မြှင့်တင်ရန်နှင့် အဖွဲ့အစည်းနှင့် ထုတ်လုပ်မှု၏ စီမံခန့်ခွဲမှုကို တိုးတက်ကောင်းမွန်အောင် ကူညီပေးသည်။
4) စွမ်းဆောင်ရည်မြင့်မားသော စီမံဆောင်ရွက်ပေးသည့် စက်ကိရိယာများကို အသုံးပြုခြင်းကြောင့် ၎င်းကို အပြည့်အဝ အလိုအလျောက်ထုတ်လုပ်နိုင်စေရန်နှင့် လုပ်သားကုန်ကျစရိတ်ကို လျှော့ချရန်အတွက် သယ်ဆောင်ခြင်းနှင့် ဖယ်ရှားခြင်းဆိုင်ရာ စက်များနှင့် သိုလှောင်မှုကိရိယာများ တပ်ဆင်ထားနိုင်သည်။
5) workpiece အား အလယ်အလတ်အနေအထားတွင် ကုပ်ထားသည်၊ ကုပ်ခြင်းသည် ယုံကြည်စိတ်ချရပြီး စက်ကိရိယာကို ဖြတ်တောက်ရန်အတွက် လိုအပ်သော torque သည် လုံလောက်ပြီး လှည့်ပတ်မှုများစွာကို လုပ်ဆောင်နိုင်သည်။
6) စက်ကိရိယာသည် စက်ပြုပြင်ပြီးနောက် axle ၏တူညီသောအထူကိုသေချာစေသည့်အခေါင်းပေါက် axle အတွက်အထူးသဖြင့်အလိုအလျောက်ထောက်လှမ်းသည့်ကိရိယာကိုတပ်ဆင်နိုင်သည်။
7) Hollow axles အတွက် OP1 sequencer ၏ အစွန်းနှစ်ဖက်ရှိ အတွင်းအပေါက်များ ပြီးသွားသောအခါတွင်၊ သမားရိုးကျ သုံးစွဲသူသည် လှည့်ရန်အတွက် tailstock ကိုအသုံးပြုရန် tailstock ကိုအသုံးပြုရန် end ကိုအသုံးပြုပြီး သမားရိုးကျအသုံးပြုသူသည် ကုပ်ကိုမြှင့်ရန်နှင့် နောက်တစ်ဖက်ကိုအသုံးပြုရမည်ဖြစ်ပြီး၊ အတွင်းအပေါက်က မတူဘူး။ သေးငယ်သောအတွင်းပိုင်းအပေါက်အတွက်၊ တင်းကျပ်မှုမလုံလောက်ပါ၊ ထိပ်တင်းတင်းတွန်းအားသည် မလုံလောက်ဘဲ၊ ထိရောက်သောဖြတ်တောက်ခြင်းကို ပြီးမြောက်နိုင်မည်မဟုတ်ပေ။
နှစ်ထပ်မျက်နှာပေါင်းတင်စက်အသစ်အတွက်၊ ယာဉ်၏အစွန်းနှစ်ဖက်ရှိ အတွင်းအပေါက်များ ပြီးသောအခါ၊ စက်သည် ကုပ်ခြင်းမုဒ်ကို အလိုအလျောက်ပြောင်းသည်- အလုပ်အပိုင်းကို တင်းကျပ်စေရန်အတွက် အစွန်းနှစ်ဖက်ကို အသုံးပြုပြီး အလယ်ဒရိုက်သည် workpiece ကို မျှောနေပါသည်။ torque ပေးပို့ရန်။
8) တပ်ဆင်ထားသော ဟိုက်ဒရောလစ် ကုပ်ချိတ်ပါရှိသော ခေါင်းစွပ်အား စက်၏ Z ဦးတည်ရာသို့ ရွှေ့နိုင်သည်။ ဖောက်သည်သည် အလယ်စတုရန်းပြွန် (အဝိုင်းပြွန်)၊ အောက်ခြေပန်းကန်အနေအထားနှင့် axle ၏ ရှပ်အချင်း အနေအထားကို လိုအပ်သလို ထိန်းထားနိုင်သည်။
5. နိဂုံး-
အထက်ဖော်ပြပါအခြေအနေအရ မော်တော်ယာဥ် axles များကို စက်ဆီသို့ double-end CNC lathes များအသုံးပြုခြင်းသည် သမားရိုးကျလုပ်ငန်းစဉ်များထက် သိသာထင်ရှားသော အားသာချက်များရှိပါသည်။ ၎င်းသည် ထုတ်လုပ်မှုလုပ်ငန်းစဉ်နှင့် စက်ဖွဲ့စည်းပုံအရ သမားရိုးကျ စက်ကိရိယာများကို အစားထိုးနိုင်သည့် အဆင့်မြင့်ကုန်ထုတ်နည်းပညာတစ်ခုဖြစ်သည်။
အလယ်အပိုင်း
6.Axle ဖောက်သည်ကိစ္စ

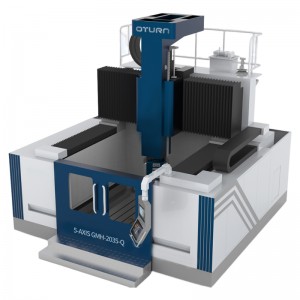
အထူးနှစ်ချက်အဆုံး Axle CNC စက် နိဒါန်း
Axle လုပ်ဆောင်ခြင်းအကွာအဝေး- ∮50-200mm၊ □50-150mm၊ လုပ်ဆောင်မှုအရှည်- 1000-2800mm
စက်ဖွဲ့စည်းပုံနှင့် စွမ်းဆောင်ရည်မိတ်ဆက်
စက်ကိရိယာသည် တောင့်တင်းကောင်းမွန်ပြီး ချစ်ပ်များကို ဖယ်ရှားရလွယ်ကူသော 45° စောင်းအိပ်သည့်ပုံစံကို လက်ခံပါသည်။ intermediate drive clamping function ပါရှိသော headstock ကို ခုတင်၏အလယ်တွင်စီစဉ်ထားပြီး tool နှစ်ခုကို spindle box ၏နှစ်ဖက်စလုံးတွင်စီစဉ်ထားသည်။ စက်၏ အနိမ့်ဆုံး ကုဒ်အရှည်သည် 1200mm နှင့် အမြင့်ဆုံး machining length မှာ 2800mm ဖြစ်သည်။ လှိမ့်လမ်းညွှန်ကို လက်ခံထားပြီး၊ servo feed shaft တစ်ခုစီသည် high-mute ball screw ကိုခံယူကြပြီး elastic coupling သည် တိုက်ရိုက်ချိတ်ဆက်ထားပြီး ဆူညံသံနည်းပါးသည်၊ နေရာချထားမှုတိကျမှုနှင့် ထပ်ခါတလဲလဲနေရာချထားမှုတိကျမှု မြင့်မားသည်။
■ စက်တွင် နှစ်လိုင်းထိန်းချုပ်မှုစနစ် တပ်ဆင်ထားသည်။ ကိရိယာကိုင်ဆောင်သူနှစ်ဦးကို တစ်ချိန်တည်းတွင် spindle သို့ ချိတ်ဆက်နိုင်သည် သို့မဟုတ် အစိတ်အပိုင်း၏စွန်းနှစ်ခုကို တစ်ပြိုင်နက်တည်း သို့မဟုတ် ဆက်တိုက်လုပ်ဆောင်ခြင်း အပြီးသတ်ရန်အတွက် သီးခြားစီချိတ်ဆက်နိုင်သည်။
■ စက်တွင် ခေါင်းစွပ်နှစ်ထပ်ပါရှိသည်။ ပင်မခေါင်းစွပ်ကို ကုတင်အလယ်တွင် တပ်ဆင်ထားပြီး servo မော်တာသည် သွားနှင့်ခံထားသော ခါးပတ်မှတဆင့် ပင်မရိုးတံသို့ ပါဝါထောက်ပံ့ပေးသည်။ ချည်မျှင်ခွဲသေတ္တာကို စက်ကိရိယာ၏အောက်ပိုင်းလမ်းညွှန်ရထားလမ်းပေါ်တွင် တပ်ဆင်ထားပြီး၊ ပင်မဗိုင်းလိပ်တံနှင့် တွဲလျက်ပါရှိပြီး အစိတ်အပိုင်းများကို သယ်ဆောင်ခြင်းနှင့် သယ်ယူခြင်းတို့ကို လွယ်ကူချောမွေ့စေရန် ဆာဗာမော်တာဖြင့် axial ရွှေ့နိုင်ပြီး၊ ကွဲပြားသောကုပ်တွယ်မှုကို ချိန်ညှိရန် အဆင်ပြေသည်။ ရာထူးများ။ စက်အစိတ်အပိုင်းများကို ပြုပြင်သည့်အခါ၊ ချည်မျှင်အခွဲကို စက်ရထားလမ်းတွင် သော့ခတ်ထားသည်။ headstocks နှစ်ခု၏ coaxial တိကျမှုကို ထုတ်လုပ်မှုလုပ်ငန်းစဉ်ဖြင့် အာမခံထားသောကြောင့် စက်အစိတ်အပိုင်းများ၏ concentricity ဒီဂရီပိုမိုရရှိစေသည်။


■ Headstock သည် spindle စနစ်၊ မီးဖိုချောင်နှင့် ဆီဖြန့်ဖြူးရေးစနစ်တို့ကို ပေါင်းစပ်ထားပြီး ကျစ်လစ်သောဖွဲ့စည်းပုံနှင့် ယုံကြည်စိတ်ချရသော လည်ပတ်မှုရှိသည်။ သတ်မှတ်ထားသော ညှပ်အချင်းနှင့် headstock ၏အကျယ်ကို ဖောက်သည်၏ axle အစိတ်အပိုင်းများမှ ဆုံးဖြတ်သည်။
ပင်မခေါင်းစွပ်ကို ခါးပတ်နှင့် ဂီယာ အဆင့်နှစ်ဆင့်ဖြင့် နှေးကွေးစေပြီး ဗိုင်းလိပ်တံသည် ကြီးမားသော ရုန်းအားကို ထုတ်လွှတ်စေသည်။ အစိတ်အပိုင်းများ၏ ကုပ်ခြင်းကို သိရှိနိုင်ရန် ပင်မခေါင်းစွပ်၏ ဘယ်ဘက်စွန်းနှင့် ခေါင်းပိုင်းခွဲ၏ ညာဘက်စွန်းတွင် ကုပ်နံပါတ်ကို အသီးသီး တပ်ဆင်ထားသည်။ ပင်မခေါင်းစွပ်မှ အစိတ်အပိုင်းများကို လှည့်ရန် တွန်းပို့သောအခါ၊ ခေါင်းအုံးခွဲကုပ်အပိုင်းများသည် ပင်မခေါင်းစွပ်နှင့် လှည့်သည်။



ပစ္စတင်တွင် အချင်းအရာ ဆလင်ဒါသုံးလုံး (အဝိုင်းပစ္စည်းနှင့် စတုရန်းပစ္စည်း နှစ်ခုလုံးကို ကုပ်ထားလျှင် အချင်းဆလင်ဒါ လေးခု) တပ်ဆင်ထားပြီး ပစ္စတင်အား ဟိုက်ဒရောလစ် ဖိအားဖြင့် ပြန်လည်တုံ့ပြန်ကာ ပစ္စတင်၏အဆုံးတွင် ခြေသည်းများကို တပ်ဆင်ထားသည်။ အစိတ်အပိုင်းများ၏ဗဟို။ ကုပ်ခြင်း။ အစိတ်အပိုင်းများကို ပြောင်းလဲသည့်အခါ ခြေသည်းများကို လွယ်ကူမြန်ဆန်စွာ ပြောင်းလဲနိုင်သည်။ ကုပ်တွန်းအားအား ဟိုက်ဒရောလစ်စနစ် ဟိုက်ဒရောလစ်ဖိအားဖြင့် ချိန်ညှိသည်။ အစိတ်အပိုင်းကို စက်ဖြင့် ပြုပြင်သောအခါ၊ ကုပ်သည် ပင်မရိုးတံဖြင့် လည်ပတ်ပြီး ဆီဖြန့်ဖြူးမှုစနစ်သည် ကုပ်ကို လည်ပတ်နေစဉ်အတွင်း ကုပ်ဖမ်းရန် လုံလောက်သော တွန်းအားရှိစေရန် ဆီဖြန့်ဖြူးမှုစနစ်က ကုပ်ကို ဆီပေးသည်။ ကုပ်သည် ကြီးမားသော ကုပ်ကြိုးနှင့် ကြီးမားသော ကုတ်ခြစ်ခြင်း၏ အားသာချက်များရှိသည်။
■ ဖောက်သည်၏ အခေါင်းပေါက် axle စက်ပစ္စည်းကို ပြုပြင်ပြီးနောက် ယူနီဖောင်း နံရံအထူပြဿနာကို ဖြေရှင်းရန်အတွက် စက်ကို အလိုအလျောက် အလုပ်ခွင်စစ်ဆေးရေးကိရိယာ တပ်ဆင်ထားနိုင်သည်။ axle clamping ပြီးသွားသောအခါ၊ workpiece သည် probe ချဲ့ပြီး workpiece ၏ အနေအထားကို အလိုအလျောက် သိရှိနိုင်သည်၊ တိုင်းတာမှုပြီးသောအခါ၊ ကိရိယာသည် ပိတ်ထားသောနေရာသို့ ပြန်ဆုတ်သွားပါသည်။


hollow axles များ၏ မတူညီသော စက်ပိုင်းဆိုင်ရာ လုပ်ငန်းစဉ်များအတွက်၊ bearing position ကို clamping reference အဖြစ်အသုံးပြုပါက၊ အလိုအလျောက် clamping နှင့် clamping ပါရှိသော machine structure ကို ရွေးချယ်နိုင်ပြီး၊ programmable tailstock ကို main နှင့် auxiliary spindle heads ၏ နှစ်ဖက်စလုံးတွင် ထောက်ပံ့ပေးထားပါသည်။ စက်တစ်လုံး၏လိုအပ်ချက်များ။ တစ်ကြိမ်လျှင် အဆင့်နှစ်ဆင့်ဖြင့် လုပ်ဆောင်မှုကို အပြီးသတ်ရန် မျှော်လင့်ပါသည်။ တစ်ချိန်တည်းမှာပင်၊ ၎င်းသည် အလိုအလျောက် သယ်ဆောင်ခြင်းနှင့် ဖြုတ်ချခြင်း၏ အစိတ်အပိုင်းများကို ပိုမိုကောင်းမွန်သော ရွေးချယ်မှုများ ပြုလုပ်စေသည်။
■ ဘယ်ညာ ကိရိယာကိုင်ဆောင်သူများသည် သာမန် rotary tool ကိုင်ဆောင်သူများ သို့မဟုတ် power turrets များဖြင့် တပ်ဆင်နိုင်သည်။ ၎င်းတို့တွင် အဓိက အစိတ်အပိုင်းများကို တူးဖော်ခြင်းနှင့် ကြိတ်ခြင်းတို့ကို ပြီးမြောက်စေသည့် တူးဖော်ခြင်းနှင့် ကြိတ်ခြင်း လုပ်ဆောင်ချက်များရှိသည်။
■ စက်ကိရိယာကို အပြည့်အ၀ ဖုံးအုပ်ထားပြီး အလိုအလျောက် ချောဆီစက်နှင့် အလိုအလျောက် ချစ်ပ်ဖယ်ရှားသည့်ကိရိယာ (အရှေ့ဘက်) ပါရှိသည်။ ကောင်းမွန်သောကာကွယ်မှုစွမ်းဆောင်ရည်၊ လှပသောအသွင်အပြင်၊ လည်ပတ်ရလွယ်ကူပြီးအဆင်ပြေသောထိန်းသိမ်းမှုရှိသည်။
■အသေးစိတ်စက်၏သတ်မှတ်ချက်များနှင့်ဖွဲ့စည်းပုံများကို axle လိုအပ်ချက်များနှင့် ဖောက်သည်လိုအပ်ချက်များနှင့်အညီ ဆုံးဖြတ်ထားပြီး ဤနေရာတွင် ထပ်ခါထပ်ခါပြုလုပ်မည်မဟုတ်ပါ။



သင့်အာရုံစိုက်မှုအတွက် ကျေးဇူးတင်ပါသည်။