BOSM -12010 Opposed-Head Boring Milling Machine


1. ၏အသုံးပြုမှုစက် :
BOSM- 12000* 1000 fixed-beam CNC gantry double-column head-to-head boring and milling machine သည် excavator arms/ချောင်းများကို လုပ်ဆောင်ရန်အတွက် အထူးစက်ကိရိယာတစ်ခုဖြစ်သည်။ခေါင်းအုံး၊ အလုပ်ခွင်၏ လျင်မြန်သော အပြောင်းအလဲကို သိရှိနိုင်သည်၊ ထိရောက်သော လေဖြတ်သည့်အကွာအဝေးအတွင်း workpiece ကို တူးနိုင်သည်၊ ကြိတ်နိုင်ပြီး ငြီးငွေ့နိုင်သည်၊ workpiece ကို တစ်ချိန်တည်းတွင် တစ်နေရာတည်းတွင် လုပ်ဆောင်နိုင်သည် (second clamping မလိုအပ်ပါ)၊ loading and unloading speed မြန်သည်၊ နေရာချထားမှုအမြန်နှုန်းသည် မြန်သည်၊ စီမံဆောင်ရွက်မှု တိကျမှု မြင့်မားသည်။မြင့်မားသော၊ မြင့်မားသောလုပ်ဆောင်မှုစွမ်းဆောင်ရည်။
2.စက်ဖွဲ့စည်းပုံအင်္ဂါရပ်များ:
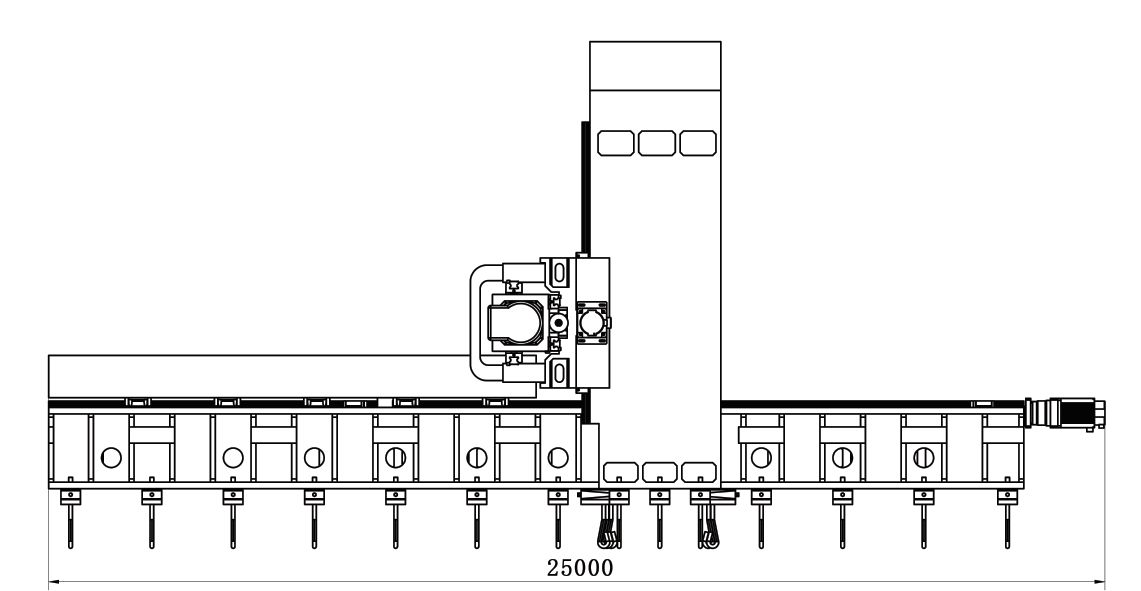
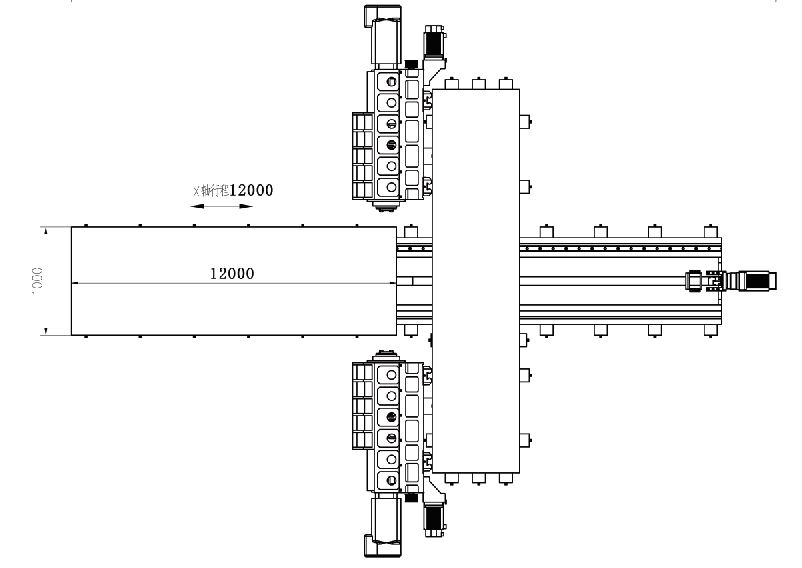
စက်ကိရိယာ၏အဓိကအစိတ်အပိုင်းများ- အိပ်ရာ၊ အလုပ်ခုံတန်းများ၊ ဘယ်ညာကော်လံများ၊ ထုပ်တန်းများ၊ ချည်နှောင်ထားသော ထုပ်တန်းများ၊ ကုန်းနှီးများ၊ သိုးထီးစသည်ဖြင့်၊ ကြီးမားသောအစိတ်အပိုင်းများကို သစ်စေးသဲပုံသွင်းခြင်း၊ အရည်အသွေးမြင့် မီးခိုးရောင်သံ 250 သွန်း၊ ပူပူနွေးနွေးတွင် နှပ်ထားပါ။ သဲတွင်း → တုန်ခါမှု အိုမင်းခြင်း → အပူကုသမှု မီးဖိုအတွင်း ပွတ်တိုက်ခြင်း → တုန်ခါမှု အိုမင်းခြင်း → ကြမ်းတမ်းသော စက်ပြုပြင်ခြင်း → တုန်ခါမှု အိုမင်းခြင်း → ပူပြင်းသော မီးဖိုအတွင်း တုန်ခါခြင်း → တုန်ခါမှု အိုမင်းခြင်း → ပြီးဆုံးခြင်း၊ အစိတ်အပိုင်းများ၏ အနုတ်လက္ခဏာဖိစီးမှုကို လုံးဝဖယ်ရှားပေးပြီး အစိတ်အပိုင်းများ၏ စွမ်းဆောင်ရည်ကို တည်ငြိမ်အောင်ထားပါ။ပုံသေအိပ်ရာ၊ ဘယ်ညာ ကော်လံများ၊ ဂန္တဝင်ခန်းနှင့် အလုပ်ခုံတန်းများ ရွေ့လျားခြင်း။၎င်းတွင် ကြိတ်ခွဲခြင်း၊ ငြီးငွေ့ခြင်း၊ တူးဖော်ခြင်း၊ တန်ပြန်ချခြင်း၊ ပုတ်ခြင်းစသည့် လုပ်ဆောင်ချက်များ ပါရှိသည်။ ကိရိယာအအေးပေးခြင်းနည်းလမ်းမှာ ပြင်ပအအေးခံခြင်း ဖြစ်သည်။စက်ကိရိယာတွင် ဝင်ရိုး 4-ဝင်ရိုးချိတ်ဆက်မှုနှင့် 5-ဝင်ရိုးတစ်ခုတည်း-လုပ်ဆောင်ချက်ကို သိရှိနိုင်သည့် ဖိဒ်ဝင်ရိုး 5 ခုပါရှိသည်။ပါဝါခေါင်း ၂ လုံးရှိပါတယ်။စက်ကိရိယာ၏ဝင်ရိုးနှင့် ပါဝါခေါင်းအား အောက်ပါပုံတွင် ပြထားသည်။


၂.၁။axial ဂီယာ feed ကို၏အဓိကဖွဲ့စည်းပုံမှာအပိုင်း
၂.၁.၁။X ဝင်ရိုး-အလုပ်စားပွဲသည် ပုံသေကုတင်၏ လမ်းညွှန်ရထားလမ်းတစ်လျှောက် ဘေးတိုက် အပြန်အလှန် တုံ့ပြန်သည်။
X 1- ဝင်ရိုးဒရိုက်- AC servo motor နှင့် high-precision planetary reducer ကို X-axis ၏ linear motion ကိုသိရှိနိုင်ရန် workbench ၏ရွေ့လျားမှုကိုမောင်းနှင်ရန် ball screw ဖြင့်မောင်းနှင်သည်
လမ်းညွှန်ရထားလမ်းပုံစံ- ခိုင်ခံ့မြင့်မားသော တိကျသောမျဉ်းကြောင်းလမ်းညွှန်သံလမ်းနှစ်ခုကို တင်ပါ။
2.1.2 Z1 ဝင်ရိုး-ပါဝါခေါင်းနှင့် ကုန်းနှီးကို ကော်လံ၏ ရှေ့ဘက်ခြမ်းတွင် ဒေါင်လိုက်တပ်ဆင်ထားပြီး ကော်လံလမ်းညွှန်ရထားလမ်းတစ်လျှောက် အတက်အဆင်း အပြန်အလှန်လုပ်ဆောင်ပါ။
Z1-ဝင်ရိုးဂီယာ- Z-ဝင်ရိုးမျဉ်းကြောင်းရွေ့လျားမှုကိုနားလည်ရန်ကုန်းနှီးကိုမောင်းနှင်ရန်အတွက်ဘောလုံးဝက်အူကိုမောင်းနှင်ရန်အတွက် AC ဆာဗာမော်တာနှင့် synchronous wheel ကိုအသုံးပြုသည်
2.1.3 Z2 ဝင်ရိုး-ပါဝါခေါင်းနှင့် ကုန်းနှီးကို ကော်လံ၏ ရှေ့ဘက်ခြမ်းတွင် ဒေါင်လိုက်တပ်ဆင်ထားပြီး ကော်လံလမ်းညွှန်ရထားလမ်းတစ်လျှောက် အတက်အဆင်း အပြန်အလှန်လုပ်ဆောင်ပါ။
Z2-ဝင်ရိုး ဂီယာ- Z-ဝင်ရိုးမျဉ်းကြောင်းရွေ့လျားမှုကို သိရှိနိုင်စေရန် ကုန်းနှီးကို မောင်းနှင်ရန်အတွက် ဘောလုံးဝက်အူကို မောင်းနှင်ရန်အတွက် AC ဆာဗာမော်တာနှင့် synchronous wheel ကို အသုံးပြုပါသည်။
2.1.4 Y1 ဝင်ရိုး-ပါဝါခေါင်းကုန်းနှီးကို ညာဘက်ကော်လံ၏အရှေ့ဘက်ခြမ်းတွင် ဒေါင်လိုက်တပ်ဆင်ထားပြီး ကော်လံလမ်းညွှန်ရထားလမ်းတစ်လျှောက် ဘယ်နှင့်ညာ အပြန်အလှန်ပြုလုပ်သည်။
Y1-ဝင်ရိုး ဂီယာ- Y1- ဝင်ရိုး၏ မျဉ်းကြောင်းရွေ့လျားမှုကို နားလည်ရန် ဘောလုံးကို ဝက်အူမှတဆင့် ရွှေ့ရန် AC servo motor နှင့် တိကျသော မြင့်မားသော ဂြိုဟ်အလျှော့အတင်းကို အသုံးပြုပါသည်။
2.1.5 Y2 ဝင်ရိုး-ပါဝါခေါင်းကုန်းနှီးကို ညာဘက်ကော်လံ၏အရှေ့ဘက်ခြမ်းတွင် ဒေါင်လိုက်တပ်ဆင်ထားပြီး ကော်လံလမ်းညွှန်ရထားလမ်းတစ်လျှောက် ဘယ်နှင့်ညာ အပြန်အလှန်ပြုလုပ်သည်။
Y2-ဝင်ရိုးဂီယာ- Y2-ဝင်ရိုးလိုင်းယာရွေ့လျားမှုကိုနားလည်ရန်ဘောလုံးဝက်အူမှတဆင့်ရွေ့လျားရန် ram ကိုမောင်းနှင်ရန်အတွက် AC servo motor နှင့် တိကျသောမြင့်မားသောဂြိုလ်လျှော့ကိရိယာကိုအသုံးပြုသည်။
၂.၂။တူးဖော်ခြင်းနှင့် ကြိတ်ခွဲခြင်းဆိုင်ရာ ပါဝါဦးခေါင်း (ပါဝါခေါင်း 1 နှင့် 2 အပါအဝင်) ရွေ့လျားသော ဦးတည်ချက်သည် လေးထောင့်ပုံသဏ္ဍာန်၊ အဆင့်မြင့် ဝါယာကြိုး-မာကျောသော ပေါင်းစပ်လမ်းညွှန်ရထားလမ်း နည်းလမ်းကို အသုံးပြုသည်၊ hard rail သည် အားကောင်းသော ပံ့ပိုးမှုဖြင့် ဝန်းရံထားပြီး၊ 4 linear roller guide rail အတွဲများကို လမ်းညွှန်ထားပြီး၊ drive သည် AC servo motor ကိုအသုံးပြုပြီး synchronous belt (i=2) နှင့် precision ball screw ဂီယာကို မောင်းနှင်ပြီး၊ power head သည် synchronous belt နှင့် synchronous wheel မှတဆင့် အရှိန်လျှော့ရန် ပါဝါခေါင်းမှ servo motor ကိုလက်ခံရရှိပြီး၊ လမ်းညွှန်ရထားတွဲတွဲ၊ ဒေါင်လိုက်ဘောလုံးဝက်အူကို လှည့်ပတ်ရန် တွန်းအားပေးပြီး ပါဝါခေါင်းကို အပေါ်နှင့်အောက် ဒေါင်လိုက်လှုပ်ရှားမှုကို သတိပြုပါ၊ ဝက်အူနှင့် ဆာဗာမော်တာပေါ်ရှိ စက်ခေါင်း၏ထမ်းနိုင်အားကိုလျှော့ချရန်အတွက် နိုက်ထရိုဂျင်ချိန်ခွင်လျှာဘားကို တပ်ဆင်ထားသည်။Z-axis မော်တာတွင် အလိုအလျောက် ဘရိတ်လုပ်ဆောင်ချက် ပါရှိသည်။ပါဝါချို့ယွင်းသောအခါတွင်၊ အလိုအလျောက်ဘရိတ်သည် မော်တာရိုးတံကို တင်းကျပ်စွာ ထိန်းထားလိမ့်မည်။မလှည့်နိုင်အောင်၊အလုပ်လုပ်သောအခါ၊ သတ္တုပြားသည် workpiece ကိုမထိသောအခါ၊ လျင်မြန်စွာ အစာကျွေးလိမ့်မည်။စပီကာတုံးသည် workpiece ကိုထိသောအခါ၊ ၎င်းသည် အလုပ်လုပ်သည့် feed သို့ အလိုအလျောက်ပြောင်းသွားမည်ဖြစ်သည်။စပီကာတုံးသည် workpiece သို့ ထိုးဖောက်ဝင်ရောက်သောအခါ၊ ၎င်းသည် အမြန်ပြန်ရစ်ခြင်းသို့ အလိုအလျောက်ပြောင်းသွားမည်ဖြစ်သည်။စပီကာ၏အဆုံးသည် အလုပ်ခွင်မှထွက်ခွာပြီး သတ်မှတ်အနေအထားသို့ရောက်ရှိသောအခါ၊ အလုပ်စားပွဲသည် အလိုအလျောက်လည်ပတ်လည်ပတ်မှုကို သိရှိရန် နောက်အပေါက်အနေအထားသို့ ရွေ့သွားမည်ဖြစ်သည်။ပါဝါခေါင်းသည် ဝိုင်ယာကြိုးနှင့် hard rail ပေါင်းစပ်မှုကို လက်ခံရရှိပြီး စက်ပစ္စည်းများ၏ လည်ပတ်နှုန်းကို အာမခံရုံသာမက စက်ပစ္စည်း၏ ကြံ့ခိုင်မှုကိုလည်း များစွာ မြှင့်တင်ပေးပါသည်။၎င်းသည် မျက်မမြင်အပေါက်တူးဖော်ခြင်း၊ ကြိတ်ခွဲခြင်း၊ ချမ်ဖာခြင်း၊ ချစ်ပ်ကွဲခြင်း၊ အလိုအလျောက် ချစ်ပ်ဖယ်ရှားခြင်းစသည်ဖြင့် လုပ်သားကုန်ထုတ်စွမ်းအားကို တိုးတက်စေသည့် လုပ်ဆောင်ချက်များကို သိရှိနိုင်သည်။

(ဘယ်ဘက်ပါဝါခေါင်း)
၂.၃။Chip ကို ဖယ်ရှားပြီး အအေးခံပါ။
အလုပ်ခုံအောက်တွင် နှစ်ဖက်စလုံးတွင် ခရုပတ်နှင့် ပြားချပ်ချပ်ချပ်ချပ်ပြား တပ်ဆင်ထားသော ချစ်ပ်ပြားများကို ယဉ်ကျေးသောထုတ်လုပ်မှုကို နားလည်ရန် ခရုပတ်နှင့် ကွင်းဆက်ပြားများ အဆင့်နှစ်ဆင့်ဖြင့် အဆုံးတွင် ချစ်ပ်များကို အလိုအလျောက် ထုတ်လွှတ်နိုင်သည်။တူးဖော်မှုစွမ်းဆောင်ရည်နှင့် ဝန်ဆောင်မှုသက်တမ်းကို သေချာစေရန် ကိရိယာ၏ ပြင်ပအအေးခံရန်အတွက် အသုံးပြုနိုင်သည့် အအေးခံကန်အတွင်းရှိ အအေးခံပန့်တစ်ခုရှိပြီး အအေးခံရည်ကို ပြန်လည်အသုံးပြုနိုင်သည်။
3.ဒစ်ဂျစ်တယ် ဂဏန်းထိန်းချုပ်မှုစနစ် အပြည့်အစုံ-
3.1.chip breaking function ဖြင့်၊ chip breaking time နှင့် chip breaking cycle ကို man-machine interface တွင် သတ်မှတ်နိုင်ပါသည်။
3။၂။tool lifting function ဖြင့် tool lifting height ကို man-machine interface တွင် သတ်မှတ်နိုင်သည်။တူးဖော်ခြင်းသည် ဤအမြင့်သို့ရောက်သောအခါ၊ တူးသည့်ဘစ်ကို အလုပ်အပိုင်း၏ထိပ်သို့ လျင်မြန်စွာ ရုတ်သိမ်းလိုက်ပြီး၊ ထို့နောက် ချစ်ပ်များကို လွှင့်ပစ်ကာ တူးဖော်သည့်မျက်နှာပြင်သို့ အမြန်ပို့ကာ အလုပ်အဖြစ် အလိုအလျောက် ပြောင်းလဲသွားပါသည်။
3။၃။Centralized operation control box နှင့် handheld unit သည် ဂဏန်းထိန်းချုပ်မှုစနစ်ကို ခံယူပြီး USB interface နှင့် LCD liquid crystal display တပ်ဆင်ထားပါသည်။ပရိုဂရမ်ရေးဆွဲခြင်း၊ သိမ်းဆည်းခြင်း၊ ပြသခြင်းနှင့် ဆက်သွယ်ရေးကို လွယ်ကူချောမွေ့စေရန်အတွက်၊ လည်ပတ်မှု အင်တာဖေ့စ်တွင် လူ-စက် ဆွေးနွေးမှု၊ အမှားအယွင်း လျော်ကြေးပေးခြင်းနှင့် အလိုအလျောက် အချက်ပေးစနစ်တို့ကဲ့သို့သော လုပ်ဆောင်ချက်များ ပါရှိသည်။
3။၄။စက်ပစ္စည်းသည် မလုပ်ဆောင်မီ အပေါက်အနေအထားကို ကြည့်ရှုစစ်ဆေးခြင်းနှင့် ပြန်လည်စစ်ဆေးခြင်း၏ လုပ်ဆောင်ချက်ပါရှိပြီး လုပ်ဆောင်ချက်သည် အလွန်အဆင်ပြေပါသည်။
4.အလိုအလျောက်ချောဆီ
စက်ကိရိယာ တိကျသောမျဉ်းဖြောင့်လမ်းညွှန်ရထားတွဲများ၊ တိကျသောဘောလုံးဝက်အူအတွဲများနှင့် အခြားတိကျမှုမြင့်မားသောရွေ့လျားမှုအတွဲများကို အလိုအလျောက်ချောဆီစနစ်များ တပ်ဆင်ထားပါသည်။အလိုအလျောက်ချောဆီပန့်သည် ဖိအားဆီထုတ်ပေးပြီး ပမာဏရှိသော ချောဆီခန်းသည် ဆီထဲသို့ဝင်လာသည်။ဆီခန်းကို ဆီဖြည့်ပြီးနောက်၊ စနစ်ဖိအား 1.4-1.75Mpa သို့ တက်လာသောအခါ၊ စနစ်အတွင်းရှိ ဖိအားခလုတ်ကို ပိတ်လိုက်၊ ပန့်သည် ရပ်သွားကာ တစ်ချိန်တည်းတွင် တင်ဆောင်သည့် အဆို့ရှင်ကို ဖြုတ်ပစ်လိုက်သည်။လမ်းရှိ ဆီဖိအား 0.2Mpa အောက်တွင် ကျဆင်းသွားသောအခါ၊ ပမာဏရှိသော ချောဆီသည် ချောဆီပွိုင့်ကို စတင်ဖြည့်သွင်းပြီး ဆီဖြည့်ခြင်းတစ်ခု ပြီးမြောက်ပါသည်။အရေအတွက်ဆီ injector ၏ တိကျသောဆီထောက်ပံ့မှုနှင့် စနစ်ဖိအားကို သိရှိနိုင်သောကြောင့် ဆီထောက်ပံ့မှုသည် ယုံကြည်စိတ်ချရပြီး kinematic အတွဲတစ်ခုစီ၏ မျက်နှာပြင်ပေါ်တွင် ဆီဖလင်တစ်ချပ်ရှိကြောင်း သေချာစေရန်၊ ပွတ်တိုက်မှုနှင့် ဟောင်းနွမ်းမှုတို့ကို လျှော့ချပေးပြီး ပျက်စီးမှုကို ကာကွယ်ပေးသည်။ အပူလွန်ကဲခြင်းကြောင့် ဖြစ်ပေါ်လာသော အတွင်းပိုင်းဖွဲ့စည်းပုံ။စက်ကိရိယာ၏ တိကျမှုနှင့် သက်တမ်းကို သေချာစေရန်။လျှောလမ်းပြမီးရထားတွဲနှင့် နှိုင်းယှဉ်ပါက ဤစက်ကိရိယာတွင်အသုံးပြုသည့် လှိမ့်မျဉ်းလမ်းညွှန်ရထားတွဲတွဲသည် အားသာချက်များစွာရှိသည်-
① ရွေ့လျားမှု အာရုံခံနိုင်စွမ်း မြင့်မားသည်၊ rolling guide rail ၏ ပွတ်တိုက်မှု ကိန်းဂဏန်းသည် သေးငယ်သည်၊ 0.0025~0.01 သာရှိပြီး သာမန် စက်ယန္တရား၏ 1/10 နှင့် ညီမျှသော မောင်းနှင်အား အလွန်လျော့သွားသည်။
② ရွေ့လျားမှုနှင့် တည်ငြိမ်သော ပွတ်တိုက်မှုကြား ကွာခြားချက်မှာ အလွန်သေးငယ်ပြီး နောက်ဆက်တွဲ စွမ်းဆောင်ရည်မှာ ကောင်းမွန်သည်၊ ဆိုလိုသည်မှာ၊ မောင်းနှင်မှု အချက်ပြမှုနှင့် စက်ပိုင်းဆိုင်ရာ လုပ်ဆောင်မှုကြားကာလသည် အလွန်တိုတောင်းသည်၊ ၎င်းသည် တုံ့ပြန်မှုအမြန်နှုန်းနှင့် အာရုံခံနိုင်စွမ်းကို ပိုမိုကောင်းမွန်စေပါသည်။ ဂဏန်းထိန်းချုပ်မှုစနစ်။
③ ၎င်းသည် မြန်နှုန်းမြင့် မျဉ်းသားရွေ့လျားမှုအတွက် သင့်လျော်ပြီး ၎င်း၏ ချက်ချင်းအမြန်နှုန်းသည် လျှောလမ်းညွှန်သံလမ်းများထက် 10 ဆခန့် ပိုမိုမြင့်မားသည်။
④ ၎င်းသည် ကွက်လပ်မရှိသော လှုပ်ရှားမှုကို သိရှိနိုင်ပြီး စက်ပိုင်းဆိုင်ရာ စနစ်၏ ရွေ့လျားမှု တောင့်တင်းမှုကို တိုးတက်စေသည်။
⑤ ပရော်ဖက်ရှင်နယ် ထုတ်လုပ်သူများမှ ထုတ်လုပ်ထားသောကြောင့် တိကျမှု၊ ဘက်စုံကောင်းမွန်ပြီး ထိန်းသိမ်းရလွယ်ကူသည်။

5.စက်အသုံးပြုမှုပတ်ဝန်းကျင်-
ပါဝါထောက်ပံ့မှု- သုံးဆင့် AC380V ± 10%, 50Hz ± 1 ဝန်းကျင်အပူချိန်- 0° ~ 45°
ငါး၊ အဓိကနည်းပညာဆိုင်ရာဘောင်များ-


6.နည်းပညာဆိုင်ရာဘောင်များ
| မော်ဒယ် | BOSM12010 | |
| အမြင့်ဆုံးလုပ်ဆောင်နေသော အလုပ်ခွင်အရွယ်အစား | အလျား × အနံ × အမြင့် (မီလီမီတာ) | 12000×1000×1500 |
| အများဆုံး Cutter အချင်း | 200mm | |
| Gantry အများဆုံး feed | အနံ (မီလီမီတာ) | ၁၃၀၀ |
| အလုပ်စားပွဲအရွယ်အစား | အလျား X အနံ (မီလီမီတာ) | 12000*1000 |
|
Horizontal ram အမျိုးအစား တွင်းတူးခေါင်း power head one two
| အရေအတွက် (၂)၊ | ၂ |
| ဗိုင်းလိပ်တံသွယ် | BT50 | |
| တူးဖော်ခြင်းအချင်း (မီလီမီတာ) | Φ2-Φ60 | |
| အချင်း (မီလီမီတာ) | M3-M30 | |
| Spindle အမြန်နှုန်း (r/min) | 30~6000 | |
| ဆာဗိုဗိုင်းလိပ်တံမော်တာ ပါဝါ (kw) | 37 | |
| စားပွဲအလယ်ဗဟိုမှ (မီလီမီတာ) အကွာအဝေး | ၁၅၀-၆၅၀ | |
| သိုးထီးတစ်ကောင်၏ ဘယ်ညာ လေဖြတ်ခြင်း (မီလီမီတာ) | ၅၀၀ | |
| သိုးထီး၏ အလယ်ဗဟိုနှင့် ဇယား၏ အကွာအဝေး (mm)၊ | ၂၀၀-၁၇၀၀ | |
| သိုးထီး၏ အပေါ်နှင့်အောက် လေဖြတ်ခြင်း (mm) | ၁၅၀၀ | |
| အထပ်ထပ် | 300mm*300mm | ±0.02 |
| စက်ကိရိယာ အတိုင်းအတာများ | အလျား × အနံ × အမြင့် (မီလီမီတာ) | ပုံများအတိုင်း |
| စုစုပေါင်းအလေးချိန် (t) | (ခန့်မှန်း) ၆၂ | |

အထက်ဖော်ပြပါ သတ်မှတ်ချက်များသည် ပဏာမ ဒီဇိုင်းဘောင်များဖြစ်သည်။အမှန်တကယ် ဒီဇိုင်းတွင်၊ သင့်ကုမ္ပဏီ၏ လုပ်ဆောင်ခြင်းဆိုင်ရာ အစိတ်အပိုင်းများ၏ လိုအပ်ချက်များနှင့် ကိုက်ညီစေရန်အတွက် စက်ကိရိယာ၏ လုပ်ငန်းစဉ်လိုအပ်ချက်များနှင့် စက်ကိရိယာ၏ ဒီဇိုင်းလိုအပ်ချက်များအလိုက် အပြောင်းအလဲများ ရှိနိုင်ပါသည်။